



一、设备描述、参数配置、部件品牌
1、设备描述
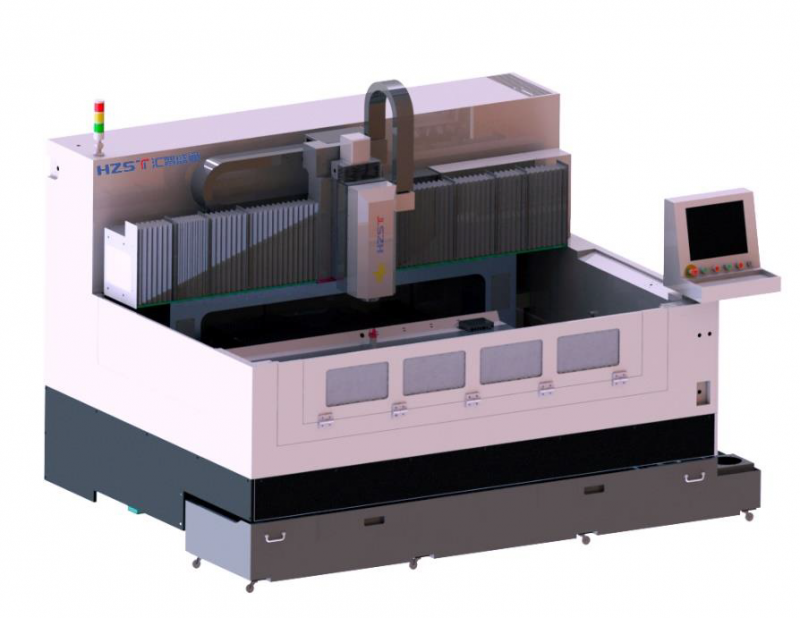
1.1.江西汇智盛通HZST-1690T1 精雕机机床的设计、制造、验收严格遵照国家标准,符合环境要求。
1.2.设备主体采用龙门式结构,床身与横梁天然大理石结构,不变形,精度保持好。各关键零部件均经过有限元软件分析,得到最稳定结构和最优力学性能。
1.3.半防护钣金,后背式电箱,前置水箱,结构紧凑,占地少,单位面积产出率高。
1.4.大理石工作台面。
1.5.三轴均采用知名品牌滚珠丝杆与线轨导轨。
1.6.配备 40000 转高速电主轴,高运转精度、高稳定性。主轴内部循环水冷却, 保持主轴处于热平衡状态,保证产品尺寸稳定,延长主轴寿命。
1.7.设备采用自动稀油润滑系统,润滑性能好,提高传动部分的使用寿命。
1.8.三轴采用高品质防护罩,X 轴采用双层风琴护罩,Y 轴采用钢护罩+风琴护罩双层防护,保证丝杆导轨不生锈。
多角度多喷头设计,保证刀具充分冷却。

2、参数配置
名 称 | 项 目 | 参 数 |
工作台 | 工作台尺寸(mm) | 1600 * 900 |
工作台至主轴鼻端的距离(mm) | 60 - 210 | |
最大承载重量(Kg) | 200 | |
行程 | X 向行程(mm) | 1600 |
Y 向行程(mm) | 900 | |
Z 向行程(mm) | 150 | |
主轴 | 轴数(个) | 1 |
主轴功率(Kw) | 3.7 | |
主轴最高转速(rpm) | 40000 | |
主轴直径(mm) | Φ80 | |
主轴换刀方式 | 气动换刀 | |
主轴间距 | / | |
刀柄规格 | ISO20 | |
轴端静态跳动(主轴端面距测试棒 5mm 处)(μm) | ≤2 | |
进给速度 | 最大空跑进给速度(m/min) | 30 |
最大切削进给速度(m/min) | 0 - 10 |
机床精度 | 定位精度:X/Y/Z(mm) | 0.008/300mm |
重复定位精度 :X/Y/Z(mm) | 0.005 | |
循圆精度(mm) | ≤0.015/φ200 | |
主轴冷却 | 主轴冷却机制冷量(W) | ≥1000 |
润滑装置 | 润滑方式 | 自动润滑 |
动力源 | 空气机压力(Mpa) | ≥0.6 |
外部真空源接口 | φ19 内径 2m | |
电力需求(Kw) | 11 | |
其它参数/选配 | 外型尺寸(前后*左右*上下 mm) | 2100*2752*2200 |
重量(约重:Kg) | 4000 | |
设备总功率(Kw) | 11 | |
是否配置网络传输、监控功能 | 有 | |
是否配置对刀仪 | 有 | |
是否配喷水装置 | 有 | |
滤波器 | 三个滤波器 | |
油排 | 容积式油排 | |
油泵 | 自动报警油泵 | |
是否配水箱 | 有 | |
是否配冰水机 | 有 |
3、部件品牌
部件名称 | 规格型号 | 厂家/品牌 |
控制系统 | / | 维宏/华中 |
X/Y/Z 轴滚珠丝 杆 | 3210/3210/2510 | TBI |
X/Y/Z 轴直线导 轨 | MSA30/MSA30/MSA25 | PMI |
主轴 | 80 直径/3.7KW/40000 转 | 大可 |
伺服电机 | 1.5KW/1.5KW/0.75KW | 台达 |
变频器 | 7.5KW | 台达 |
冰水机 | 20pts | 瑞科 |
二、设备客户安调准备表
项目 | 要求 | 备注 |
厂房地基情况确认 | 设备重约 4T | |
无需二次做基础 | ||
进线电源电缆准备 | 电缆 YJV 4*10mm² | |
压缩空气接入准备 | 气源过滤精度 100μm | |
气管外径 10mm | ||
运输情况确认 | 厂房进入门必须大于设备外形尺寸 |
三、设备推荐用油和油脂表
使用部位 | 名称 | 容 量 | 牌号 | 厂家推荐 | 备注 | |
导轨及丝杠副的润滑 |
导轨油 |
2L |
32#(冬 季) 68#(夏 季) | 壳牌通拿 Tonna | T32(<10 度) T68(>10 度) |
当油位低于最低液位线时加注 |
长城 | HG32(<10 度 ) HG68(>10 度) | |||||
四、设备通用要求及安装、调试
1.设备通用要求
1.1.设备使用环境要求
保持一个恒定水平的环境温度,对进行精密加工是一个必不可少的因素。
(1)可用环境温度要求 10℃~40℃,当环境温度为 20℃时,湿度应为 40~75%。
(2)为使机床的静态精度保持在规定的范围内,最佳环境温度要求 15℃~25℃,温差不得超过±2℃/24h。
1.2.电源电压:3 相、380V,电压波动±10%范围内,电源频率:50HZ。
1.3.如果使用地区电压不稳定,机床应配备稳压电源,以保证机床的正常工作。
1.4.机床应有可靠的接地:接地导线为铜质导线,线径不应小于 10mm²,接地电阻小于 4 欧姆。
1.5.为保证设备的正常工作性能,气源压缩空气的如果达不到气源要求,应在机床进气前增加一套气源净化装置(除湿、除油、过滤)。
1.6.设备远离阳光直射、振源和热源,远离高频发电动机、电焊机等,以免机床生产故障或丧失机床精度。
2.设备安装、调试
2.1.设备到达用户现场后,买方负责机床的基础、卸车、吊装等,并应及时通知卖方,卖方在接到通知后派安装调试人员七天内到达用户现场。
2.2.卖方人员与用户在现场共同开箱(或由卖方委托买方),按装箱单清点。如果外包装完好无损,开箱时发现缺件,责任在卖方。卖方应及时给予补发,运费由卖方承担。
2.3.买方完成机床就位,以及电源和压缩空气到机床,但不得启动电源和供气,机床用辅
助品如油,油脂,冷却液和润滑油由买方提供。卖方负责在用户现场免费进行检查和安装、调试、验收工作,买方给予必要的配合。
五、机床验收
1.机床的验收工作分二次进行:预验收和终验收。
2.预验收在江西汇智盛通精密制造有限公司进行,机床预验收内容为机床几何精度检验,满足机床《合格证明书》中规定的精度即为预验收合格。如客户增加预验收内容,需在签订技术协议时双方协商签订《预验收协议》,在预验收时按《预验收协议》进行验收,满足《预验收协议》要求为预验收合格。预验收合格,双方签订
《预验收报告》,作为预验收合格的证明。
客户可以委托乙方代其进行预验收,验收合格后不再签订《预验收报告》,以机床
《合格证明书》作为预验收合格的证明。
3.终验收在用户厂进行,在机床安装调试后进行机床终验收。终验收内容原则上只进行通用量检具的机床几何精度检验,检验结果满足机床《合格证明书》规定的精度即为终验收合格。如客户增加验收内容,需在签订技术协议时双方协商签订《终验收协议》,在终验收时按《终验收协议》进行验收,满足《验终收协议》要求为终验收合格。终验收合格,双方签订《终验收报告》,作为终验收合格的证明。
如果机床运抵买方工厂 30 日内,因买方原因不能进行安装调试及终验收工作时,视为机床终验收合格,甲方对此无异议。
六、可安排培训
客户工厂培训 |
培训人数:5 人/批以内;
培训时间:按客户的作息时间; 培训地点:客户现场 培训周期:培训会为止,原则上 15 天为最大期限;
培训内容:理论培训,实际操作培训,安全保养维护培训。
培训费用:免费培训;培训期间,客户负责工作时间的工作餐。 |
七、质量保证
1.质量保证期限为自终验收合格之日起 12 个月。
2.在质保期内,买方按照设备或机器使用说明书,在正常条件下使用,由于工厂设计或制造上的缺陷而发生的损坏由卖方负责。在上述之保质期内,如设备发生问题,卖方将向买方提出修正建议;如买方按卖方指导和系统描述仍不能解决问题,则卖方应于接到买方通知后 2 个工作日内免费派遣维修工程师到达买方工厂。
3.在质保期内,卖方向买方免费提供及时的维修服务和维修所必须的零配件。经查证由于买方操作不当或者自行拆卸改装等非制造质量原因发生的故障损失以及存放时间过长造成的机床外观或内部的损坏,不在以上保修范围,买方须支付相关的维修费用。
在质保期过后,卖方仍免费提供在线服务和技术指导。以优惠的价格向甲方提供及时的零配件供应。需要派人前往现场维修时,则按照卖方标准收取相应的材料费用。
19970277888
江西汇智盛通精密制造有限公司
联系人:李先生 19970277888
生产基地:江西省九江市柴桑区赤湖工业园区兴园路1号
苏州办事处:江苏省昆山市周市镇盛帆路268号
深圳办事处:广东省深圳市宝安区松岗镇罗田社区鸿荣发工业园

扫一扫添加微信号



